Tapered Wheels for Top Running Cranes
Sometimes I forget and take for granted that some knowledge in our industry is commonly known. Recently I had a chance to work with some top running cranes that had real problems with the wheels and rail. The user complained about “racking” of the crane and was looking for some answers and solutions. So off into the manlift and up onto the crane I went to see what was going on.
This particular application is a low capacity (under 30 ton) crane, top running, double girder, under 60’ span that predominately is used in shipping loads approaching the rated capacity of the crane on a regular basis. The crane operates most of the time within a 100’ section of a 400’ long runway.
Looking at the wheels and rail you could easily see there was damage to the wheels and the rail due to tracking.
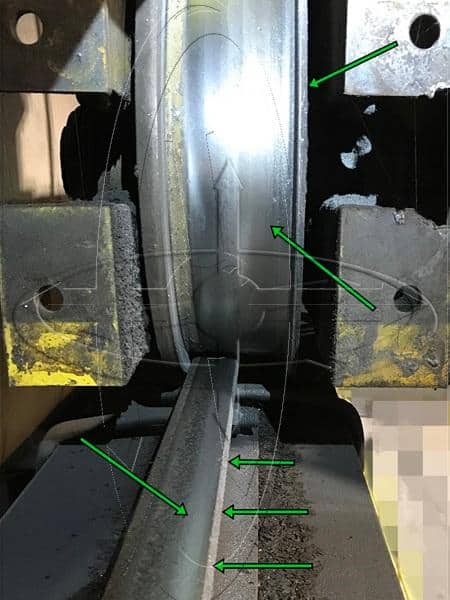
What you are looking at is a tapered wheel in the above photograph. The large diameter of the taper always goes to the inside of a crane span, but as you can see the wheel tread is worn flat. The picture shows the top of the rail head with wear to the inside of the span due to a life time of tapered wheels. Also note that the inside flange of the wheel has been engaging the inside rail head causing wear to both.
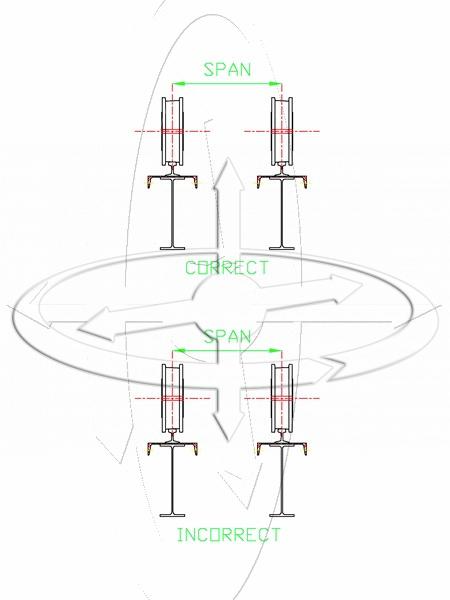
So what happened? For the purpose of this Blog post I will refrain from going into too much detail. The concept and new operation of tapered wheels is good but old. The “basic” idea behind tapered wheels is that when the crane skews, the trailing drive wheel moves to the larger diameter of the tapered tread and catches up with the smaller diameter of the driver wheel on the leading wheel. This was a design for bridges with contactor-based control, and center drives originally. When the crane corrects for skew, this correction is the place to study.
Imagine a new crane on a new runway that has tapered wheels. Standard ASCE crane rail (today) is a Brinell hardness of 260-280, where the entire rail section is the same material and hardness. (Note there are many types and materials of crane wheels; this is only one scenario) A crane wheel will generally be made so that the wheel tread surface and/or wheel flanges is hardened to prevent wheel wear. In my experience, a “good” wheel has a surface hardness between Brinell 420-460, and a “great” wheel 600-630 or harder.
So as the trailing wheel corner of the crane “catches” up, the wheel engages the rail head at the larger diameter, and rolls to a smaller diameter. As a part of this transition the wheel tread skids on the rail head, as the wheel is much harder than the rail head surface. (Think of a lock hasp sliding on a nail).
The changes for the crane in and out of skew are actually small corrections with new wheels and new rail, as the point of contact is small. Over the life of the crane, and dependent on how far along the runway the crane travels during normal operations and cyclical loads handled relative to crane capacity rating, the wheels and the rail wear.
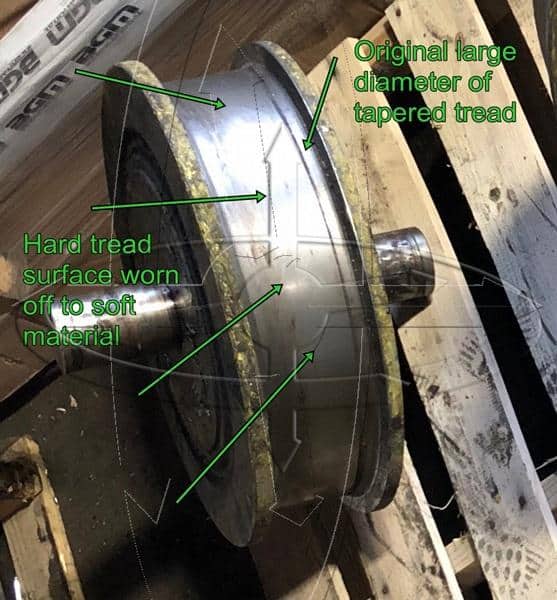
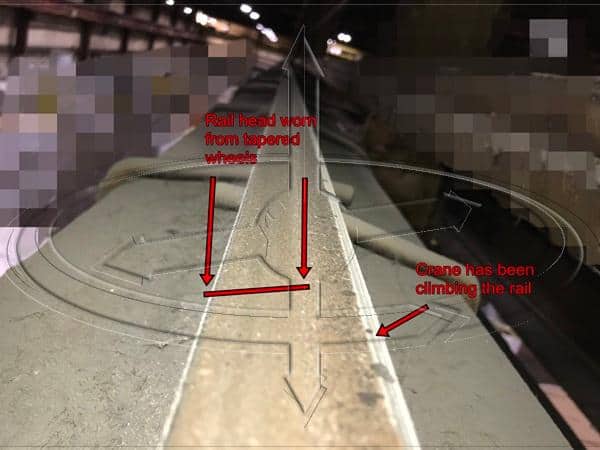
The rail wears on the inside section of the top of the rail head in a pattern matching the wheel tread taper. The wheel wears on the hardness of the wheel in the tread area that normally contacts the rail head. The contact point gets bigger, which then makes the crane corrections in and out of skew much wider and with more lateral force. At the point where the wheel tread hardness breaks through to the softer wheel material, the wheel then no longer skids when it should, moving from the higher to the lower diameter and the wheel engages the rail head and rides the flange into the side of the rail head.

Closing this post, I have a few things to know, and remember:
- Identify if your crane has flat or tapered wheels
- At inspection, study the wheels and rail looking for wear and patterns
- Once tapered wheels have lost the hardness on the tread, replace them as soon as possible to avoid rail damage
- Once rail has worn into a flat surface consistent with tapered wheel operation, replace the rail
- If the crane has been modernized to variable frequency control for the bridge motion, consider replacing the wheels and rail, and replace the tapered wheels with flat tread wheel. This would be true for all cranes on a single runway.
- Make sure the runway structure and rail are aligned and in good repair
As always, contact your Crane Doctor Eric Brown at Engineered Lifting Systems Contact if you need anything!
Recent news posts

Gravity Latch with Rotation Lock

Magnetek Series 3 Drives Using “Motor 2” Option

Magnetek Brake Circuit Fusing

Crane Cab Replacement Improves Function
